Wet granulations are a useful precursor to many solid dosage formulations and as such are widely used in the pharmaceutical industry. Because of the diverse nature of pharmaceutical materials, granulation is often employed as an intermediate process to enhance flow and compaction properties and improve the final product performance. The properties of a wet granule have a critical effect on the resultant dry granule, tablet, extrudate, or spheroid, therefore a quantitative measurement of the rheological properties or consistency of a wet granule can be valuable. The consistency of the wet mass is a function of the distribution of the granulating liquid in the available pores and voids between the powder particles. The consistency of a wet mass has been shown to be related to the end product properties.
There are several challenges in making a good granulation amongst which are:
Material selection and interactions between components: The influence of different formulation components both alone and in different ratios can be quantitatively assessed very quickly and basic formulation development studies can proceed at a rate that was previously not possible.
Source/batch variation of components: Some widely used formulation components such as microcrystalline cellulose are made from natural materials. There can be variations between batches that can be impossible to recognise easily and quickly. These minor changes can have significant effects on items such as yields in production. The Mixer Torque Rheometer can help detect and resolve such issues.
Processing end point determination (mixing requirement): Establishing this is a common problem in formulation development. The Mixer Torque Rheometer provides a solution towards determining the mixing end point.
Scale-up to production: The MTR can provide a reliable, quick and quantitative method of comparison of the material produced in scale up development work.
- The above items can affect the properties of a granulation that in turn can affect the properties of the final product performance. Standardising of product performance is vital with in today’s international pharmaceutical industry. In many cases, even though wet granulation is widely practised in the pharmaceutical industry sensory tests are still widely used to determine the qualities of wet granulations. An example of this is the “hand squeeze” test. With this test an experienced plant operator or formulator squeezes the material with their hand and makes a subjective assessment on the qualities of the wet mass. There is no doubt that these tests have been useful in the past but they do lack objectivity and precision. With the "hand squeeze" test it is impossible to compare granulations that are similar or are in different locations in space or time.
Key features of the Instrument
Mixer Torque Rheometer (MTR) uniquely offers a means of characterizing the rheological behaviour of wet granulations by correlating the consistency with a numerical value.
Mixer Torque Rheometry is widely used in the pharmaceutical industry as the structure of the wet granulation is not compromised. Consequently, the technique gives highly representative and indicative measurements. The MTR is suited to laboratory, production and quality control environments and may be operated in a range of containment regimes. The instrument is rapid in use and simple to operate. The MTR design is based on techniques developed and applied within academic research and practical industrial environments, primarily with wet granulations within the pharmaceutical industry.
Principle of Operation
The Mixer Torque Rheometer (MTR) comprises a mixing bowl containing two horizontal, contra-rotating mixing blades. The secondary blade rotates at twice the speed of the primary blade. Since the bowl pivots about the primary drive shaft, the action of mixing a wet powder mass generates a torque, which is detected via a torque arm by a loadcell. The torque generated is directly related to the Consistency of the wet powder mass in the bowl.Data manipulation
During each logging period (a typical experiment will have 10 to 20 logging periods of 20 seconds each) the torque is sampled at 200Hz. This is a relatively large amount of data and it is usually summarised by a calculation of the ‘Mean Line Torque’ value. ‘Mean Line Torque’ is defined as the arithmetic mean of all raw data points in a data set (logging period).
Prior to each measurement of wet powder mass the MTR mixing bowl is run empty and the torque is measured. This ‘Base Line Torque’ is subtracted from all subsequent ‘Measured Torque’ figures to eliminate any slight variations in the bowl assembly. The result of this calculation gives a ‘Corrected Mean Line Torque’ value, which may also be referred to as ‘Consistency’ or ‘pseudo viscosity’.
Control
The MTR is controlled via a touchscreen on the instrument. The GUI enables experimental methods to be created and stored and allows experimental data to be stored and manipulated when it is exported to a PC.
Applications
Mixer Torque Rheometry may be applied in the research, formulation development, process development, and process control areas of pharmaceutical granulation.
Research
Investigations have been carried out into the granulation process. Many materials studied using the Mixer Torque Rheometer have exhibited an increase in measured torque values with increasing binder content, rising to a maximum, thereafter decreasing as a slurry is produced as shown in FIG.I. This behaviour is consistent with the differing states of liquid saturation in an assembly of particles.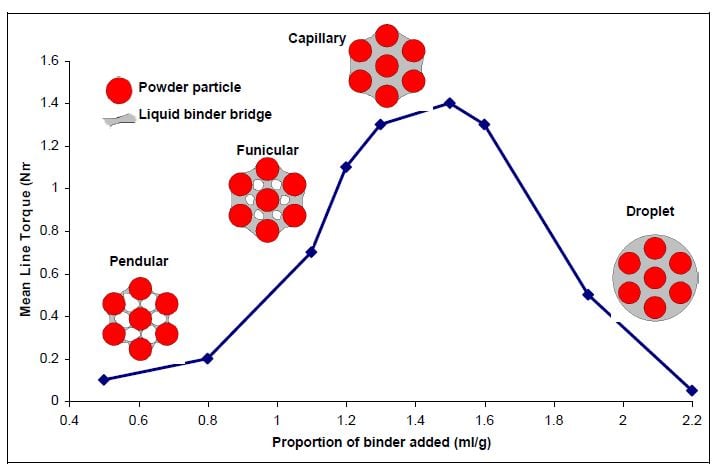
FIG.I. States of liquid saturation in an assembly of particles
Formulation Development
The excipients used in a formulation may be varied to improve the product performance. The MTR may be used to analyse the effects of these variations rapidly and on a small scale by use of the Multiple Addition Test, as shown in FIG.II. The Multiple Addition test allows the operator to add binder to the dry powder in the mixing bowl in user defined increments, a user defined mixing and data logging period follows each addition. The chart shown in FIG.II also gives an indication of the reproducibility of the results that may be achieved on this instrument, despite extracting quantitative data from a wet mass that is not homogeneous throughout and is changing as measurements are made.
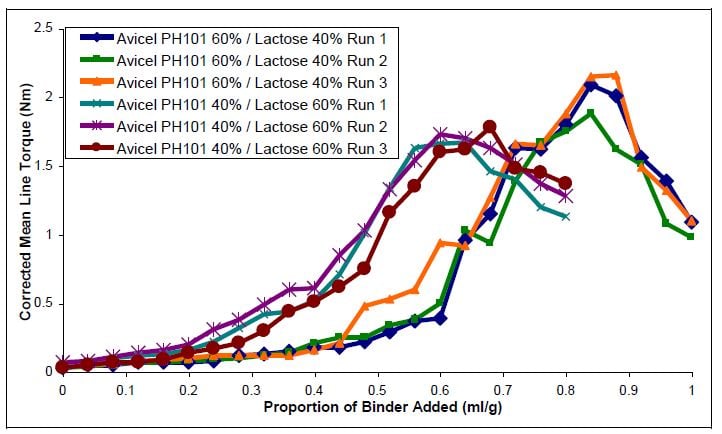
FIG.II. MTR Multiple Addition Tests for Avicel PH 101 / Lactose Mixes
Since the technique of Mixer Torque Rheometry is quantitative it is recommended that any experiment be carried out in triplicate as shown in FIG.II. An average of these results may then be taken to eliminate any spurious individual results and smooth the torque / binder ratio profile as shown in FIG.III.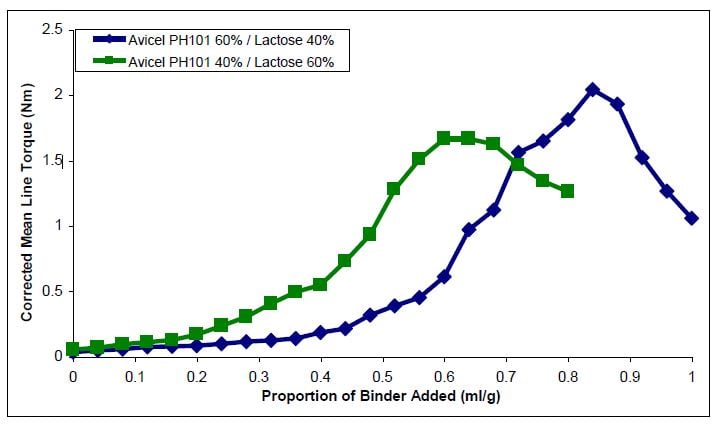
FIG.III. MTR Multiple Addition Tests for Avicel PH 101 / Lactose Mixes (Averaged)
Avicel PH101 is often used in wet granulations as it forms a strong granule and is not particularly sensitive to over-mixing and over-wetting.
There are three key differences between the consistencies of the two mixes shown in FIG.III. The blend with the higher proportion of Avicel exhibits a higher maximum torque response. It is therefore considered to be a stronger granule. It can be observed that this maximum torque response occurs at a higher binder ratio in the blend with the higher proportion of Avicel. Therefore these results indicate that the mixture requires more binder to achieve the strongest granule. Since the blend with the higher proportion of Avicel displays a higher torque response it follows that the peak is also broader. Therefore the formulation is more likely to be successful on a larger scale because it is less sensitive to over-wetting.
The MTR also enables binder – substrate interactions to be analysed. For example it has been shown that substituting different polymer binders or altering the concentration of polymer binders has an effect on the rheological behaviour of a granulation. These observed differences may be correlated with other binder substrate interaction phenomena to assist in the binder selection process. The MTR may also be used to detect changes in the rheological behaviour caused by source and batch variations of excipients.
The Multiple Addition Test rapidly gives an approximate indication of the optimum binder ratio (ratio that produces the strongest granule) for any given formulation. However, what is observed in the results shown in FIG.III. may not be a true indication of the binder ratio / torque profile. There are two reasons why this may be so:
No account has been taken for the rate of binder distribution. It is possible that the experiment has not allowed for sufficient time between binder additions for all the binder to be effectively distributed. In this instance the formulation will appear to yield the strongest granule at a higher binder ratio than in reality it does if mixed for a long period.
No account has been taken for the effect of prolonged mixing time. The MTR, by design, is a very high shear mixer. After prolonged mixing the granulation may become overworked, and may be prone to losing moisture through evaporation.
Process Development
The MTR may be employed as a process development tool offering savings in both time and resource usage. Mixing time is a critical parameter in the granulation process, particularly when processing with high shear granulators. The MTR may be used to examine the role of various material parameters in order to assess their influence on the required granulation end point. The type or concentration of polymer in a binder solution may be varied during formulation development, as this will influence the mixing time through the effect of viscosity on binder distribution. This in turn will affect the mixing time required to distribute the binder effectively. The MTR offers the ability to observe the subtle differences in the rheological behaviour of wet granulations caused by varying the binder solution concentration, type, and the binder – powder ratio by use of the Variable Mix Time Test. An example of some Variable Mix Time Test results is given in FIG.IV.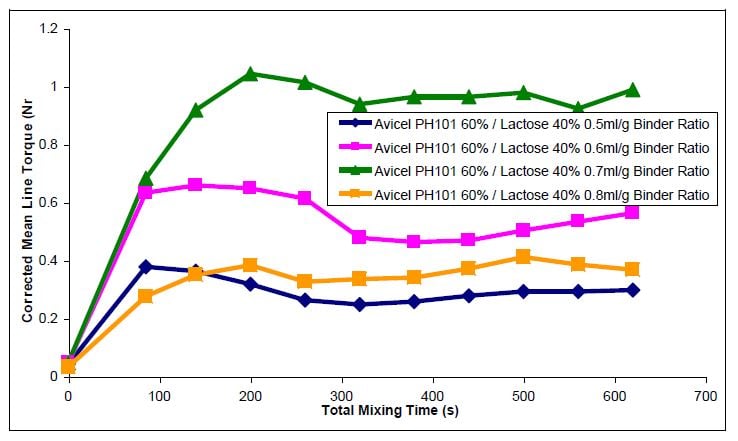
FIG.1V. Variable-mix-time-test-results-The-binder-ratios-used-in-the-tests-were-based-on-predictions-made-using-the-data-reported-in-FIG.III
0.5 ml/g
Dry mixture, gives relatively low torque value. The available binder is quickly distributed such that the maximum torque reading achieved occurs immediately after the binder addition. Granules are too dry for extrusion but may be suitable for compaction.
0.6 ml/g
Slightly dry mixture, initially behaves similarly to the theoretical optimum binder ratio. Maximum torque reading achieved occurs soon after the binder addition. Granules may be dried for compaction and are most likely to be suitable for extrusion.
0.7 ml/g
Theoretical optimum binder ratio (highest torque response). A strong granule gives a high torque reading. The torque does not reduce significantly even after prolonged mixing, therefore this material is not particularly sensitive to over-mixing. The resultant granule will be slightly too wet for extrusion, the optimum granule for extrusion is typically lower than this maximum torque response.
0.8 ml/g
Slightly over-wet mixture, the torque is lower than the theoretical optimum binder ratio mixture. The torque value gradually increases with prolonged mixing, this may indicate that the mixture is drying out. The resulting granule may be overworked and the mechanical properties may be poor. Note that the Multiple Addition Tests shown in FIG.III. indicated that this formulation at this binder ratio would still be below the optimum binder ratio. The Variable Mix Time Test results shown in FIG.IV., however, indicate that in reality this formulation at this binder ratio is over-wet.
Process Control and Predictive Scale-up Strategies
The MTR is ideally suited for monitoring the Consistency of wet masses produced with production scale mixers because it uses such small sample sizes. The MTR Consistency Test measurement may be used to indicate the equivalence of rheological properties of mixes, even between granulators of different size or design. Ultimately the Consistency measurement may be regarded as a pseudo viscosity term, which can form part of a predictive scale up strategy based on dimensionless numbers.Conclusions
The Caleva Mixer Torque Rheometer has significant potential to be an invaluable tool in all aspects of pharmaceutical granulation. It is rapid and simple to use and generates simple and reproducible results that accurately describe the properties of a wet mass in a way that is significantly more acceptable than that current “hand squeeze test”. The commercial equipment is currently available to all scientists working in this field.
Do you want to know more?
Find out more about the Mixer Torque Rheometer by viewing the product page, or get a free online demonstration with one of our Mixer Torque Rheometer equipment specialists.

Recommended references for additional information
- Parker, M.D., York, P. and Rowe, R.C. “Use of Granulation Rheology in Identifying Interactions between Microcrystalline Cellulose and Typical Polymer Binders.” J. Pharm. Pharmacol., 39, Suppl.90P (1987).
- Rowe, R.C. and Sadeghnejad, G.R., “The Rheology of Microcrystalline Cellulose Powder/Water Mixes - Measurement Using Mixer Torque Rheometry.” Int. J. Pharm., 36, 227-229 (1987).
- Parker, M.D., York, P. and Rowe, R.C. “Effects of Excipient Source Variation in the Wet Massing Behaviour of Microcrystalline Cellulose with Polymer Binders.” J. Pharm. Pharmacol., 40, Suppl.71P (1988).
- Parker, M.D. and Rowe, R.C. “Rheological Characterisation of Wet Powder Masses.” J. Pharm. Pharmacol., 41, Suppl.31P (1989).
- Parker, M.D. “Solid-Liquid Interactions in the Wet Massing Stage of Pharmaceutical Granulation.” PhD thesis. University of Bradford (1989).
- Parker, M.D., York, P. and Rowe, R.C. “Binder-Substrate Interactions in Wet Granulation 1. The Effect of Binder Characteristics.” Int. J. Pharm., 64:207-216 (1990).
- Parker, M.D., Rowe, R.C. and Upjohn, N.G., “Mixer Torque Rheometry – A Method For Quantifying the Consistency of Wet Granulation”, Pharmaceutical Technology International 2 (8), 50-62 (1990).
- Cliff, M.J. and Parker, M.D., “Scale-Up of Mixer Granulators.” Proceedings ot the 12th Interphex Conference. (1990) 5/17-5/32.
- Janin, V., Parker, M.D. and Rowe, R.C., “Monitoring production scale granulation processes using an instrumented mixer torque rheometer”, S.T.P Pharma 6 (4), 233-237 (1990).
- Hancock, B.C., York, P. and Rowe, R.C., “Wet Granulation interactions in a Model Powder System.” J. Pharm. Pharmacol., 42, Suppl.79P (1990).
- Hancock, B.C., “Material Interactions and Surface Phenomena in Size Enlargement Processes.” PhD thesis. University of Bradford (1991).
- Hancock, B.C., York, P., Rowe, R.C. and Parker, M.D., “Characterisation of wet masses using a mixer torque rheometer: 1. Effect of mixer geometry.” Int. J. Pharm., 76, 239-245 (1991).
- Parker, M.D. and Rowe, R.C. “Source Variation on the Wet Massing (Granulation) of Some Microcrystalline Celluloses.” Powder Technology., 65:273-281 (1991).
- Parker, M.D., York, P. and Rowe, R.C. “Binder-Substrate Interactions in Wet Granulation 11. The Effect of Binder Molecular Weight.” Int. J. Pharm., 72:243-249 (1991).
- Parker, M.D., York, P. and Rowe, R.C. “Binder-Substrate Interactions in Wet Granulation 111. The Effect of Substrate Source Variation.” Int. J. Pharm., 83:147-153 (1992).
- Hancock, B.C., York, P. and Rowe, R.C., “Characterisation of wet masses using a mixer torque rheometer: 2. Mixing kinetics.” Int. J. Pharm., 83, 147-153 (1992).
- Hancock, B.C., York, P. and Rowe, R.C., “An Assessment of Substrate-Binder Interactions in Model Wet Masses. 1.Mixer Torque Rheometry.” Int. J. Pharm., (1993) Submitted.
- Rowe, R.C. and Parker, M.D., “Mixer Torque Rheometry - An Update”, Pharmaceutical Technology Europe 6 (3), 27-36 (1994).
- York, P. and Rowe, R.C., “Monitoring Granulation Size Enlargement Processes Using Mixer Torque Rheometry.” (1994).
- Rowe, R.C., “Measuring the mix.” Supplement to Manufacturing Chemist. Vol.65 No.10 s17-19 (October 1994).
- Rowe, R.C., “The Rheological Properties of Lactose/Microcrystalline Cellulose/Water Mixes: Measurement Using Mixer Torque Rheometry.” J. Pharm. Sci., 1, 547-549 (1995).
- Landin, M., Rowe, R.C. and York, P., “Characterisation of wet masses using a mixer torque rheometer: 3. Nonlinear effects of shaft speed and sample weight.” J. Pharm. Sci., 84, 557-560 (1995).
- Landin, M., York, P., Cliff, M.J., Rowe, R.C. and Wigmore, A.J., “The effect of batch size on scale-up of a pharmaceutical granulation in a fixed bowl mixer-granulator.” Int. J. Pharm., 134, 243-246 (1996).
- Landin, M., Rowe, R.C. and York, P., “A Comparison of the Wet Massing Properties of High- and Low-Density Microcrystalline Cellulose.” J. Pharm. Sci., 2, 125-126 (1996).
- Landin, M., York, P., Cliff, M.J., Rowe, R.C. and Wigmore, A.J., “Scale-up of a pharmaceutical granulation in fixed bowl mixer-granulators.” Int. J. Pharm., 133, 127-131 (1996).
- Rowe, R.C., “Characterisation of wet masses using a mixer torque rheometer: 4. Effect of Blade orientaion.” Int. J. Pharm., 133, 133-138 (1996).
- Rowe, R.C., “Mixer Torque Rheometry – Further Advances”, Pharm. Tech. Europe. 8 (8), 38-48 (Sept 1996).
- Rowe, R.C., “A Scale-up Strategy for Pharmaceutical Granulation.” Proceedings 5th Pharm. Tech. Europe. Conf. 17 (27th-28th October 1997)
- Faure, A., Landin, M., Grimsey, I.M., York, P., Cliff, M.J., Rowe, R.C. and Wigmore, A.J., “Scale-up of a pharmaceutical granulation in two production scale fixed bowl mixer-granulators.” Proceedings Pharm. Tech. Conf. (1997).
- Faure, A., Grimsey, I.M., Rowe, R.C., York, P. and Cliff, M.J., “A Methodology for the Optimization of Wet Granulation in a Model Planetary Mixer.” Pharm. Dev. and Tech., 3 (3), 413-422 (1998).
- Chatlapalli, R. and Rohera, B.D., “Rheological characterization of diltiazem HCl/cellulose wet masses using a mixer torque rheometer.” Int. J. Pharm., 175, 47-59 (1998).
- Faure, A., Grimsey, I.M., Rowe, R.C., York, P. and Cliff, M.J., “Importance of Wet Mass Consistency in the Control of Wet Granulation by Mechanical Agitation: A Demonstration.” J. Pharm. Pharmacol., 50, 1431-1432 (1998).
- Faure, A., Grimsey, I.M., Rowe, R.C., York, P. and Cliff, M.J., “Process Control in a High Shear Mixer-Granulator Using Wet Mass Consistency: The Effect of Formulation Variables.” J. Pharm. Sci., 2 88, 191-195 (1999).
- Faure, A., Grimsey, I.M., Rowe, R.C., York, P. and Cliff, M.J., “Applicability of a scale-up methodology for wet granulation processes in Collette Gral high shear mixer-granulators.” Europe. J. Pharm. Sci., 8, 85-93 (1999).
- Luukkonen, P., Schæfer, T., Hellén, L., Juppo, A.M. and Yliruusi, J., “Rheological characterization of microcrystalline cellulose and silicified microcrystalline cellulose wet masses using a mixer torque rheometer.” Int. J. Pharm., 188, 181-192 (1999).
Key words: Granulation, wet mass, consistency, Mixer Torque Rheometer, MTR, quantitative description.


Leave A Comment